自動化系統
- 標準上下料裝置
- 最新自動化線案例介紹
- 【鈑金與制作】
2021年第4期版 - 【鈑金與制作】
2020年第8期版 - 【鈑金與制作】
2020年第4期版 - MWCS2019
鈑金沖折自動化線 - 【鈑金與制作】
2019年8月版
- 【鈑金與制作】
- 生產線事例
最新自動化線案例介紹
近年來,隨著世界經濟文明的發展,人類各種制造技術在不斷成熟與完善,各行各業的更新換代也在不斷加速。鈑金制造行業的衍變也不例外,慢慢的從少品種大批量生產模式衍變為多品種小批量生產模式、從庫存生產模式衍變為JIT(準時制生產或無庫存生產)生產模式、從以人力為主的生產模式衍變成設備自動化為主流的生產模式。然而,隨著生產管理不斷精益求精,技術工藝的進化和需求不斷升級,伴隨而來的問題是相應人力資源的缺乏。企業雖使出高薪誠聘等各種辦法,但人工費的上漲、人力資源的缺乏像一座座大山,直接壓在企業的頭頂。如何在成功升級技術的同時解決這些難題?如何在與時俱進的同時循序漸進地轉型前行?對于鈑金行業的企業來說,這些都是急需直面解決的重要問題。
鈑金自動化與柔性化可謂千變萬化,各公司產品種類、生產模式、工廠大小等條件的不同,對鈑金自動化和柔性化的要求截然不同,找一款最適合自己公司的自動化與柔性化加工線,是提高技術、節約成本的捷徑。作為鈑金行業的一員,村田機械很榮幸能在此分享鈑金自動化與柔性化加工線的應用方案,希望能給大家帶來一些參考。經驗。
多列自動智能倉庫的自動化與柔性化
以多列自動智能倉庫為中心,將剪、沖、折、切等工序與之集成起來,通過中央控制系統與客戶生產管理系統的信息互通,將生產訂單中鈑金加工品按照各訂單量自動排產、制定生產加工計劃任務、自動編程推送至各加工設備。設備按照上位系統制定的加工計劃與自動智能倉庫進行通信對接,將所需要的材料或半成品進行出入庫處理,實現自動生產加工,監控系統將各設備的加工實時信息反饋給上位系統實現加工全程監控管理。
圖1 所示為村田自動智能倉庫FMS 系統的一范例,自動智能倉庫作為FMS 系統材料、 半成品、成品的存取和緩沖單元及搬運單元來實現FMS系統的物理集成。圖2 所示為 FMS 系統構成概圖,中央控制系統與智能倉庫控制系統、客戶上位生產管理系統及各 單元之間通過由PLC 等構成的網絡連接實現信息集成。
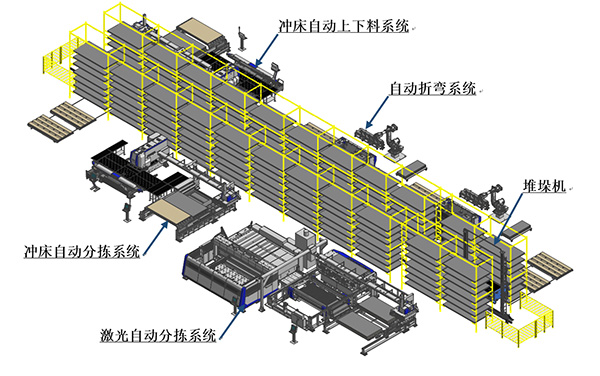
圖1?村田機械自動智能倉庫FMS 加工線示意圖線
上述村田機械的FMS 系統由多列自動智能倉庫、光纖激光復合加工機+ 自動分揀系統、高速數控沖床+ 自動分揀系統、高速數控沖床+ 自動上下料系統、自動折彎機器人系統、鈑金軟件以及客戶的生產管理系統組合而成,該系統能夠實現24 小時無人自動加工,自動分揀;可集成不同鈑金加工工藝的自動化單元來減少不同工序間的無效移動;能有效利用工廠空間對材料、半成品、成品實現一元化管理;通過對各系統信息集成優化,實現工廠整體合理化管理等。
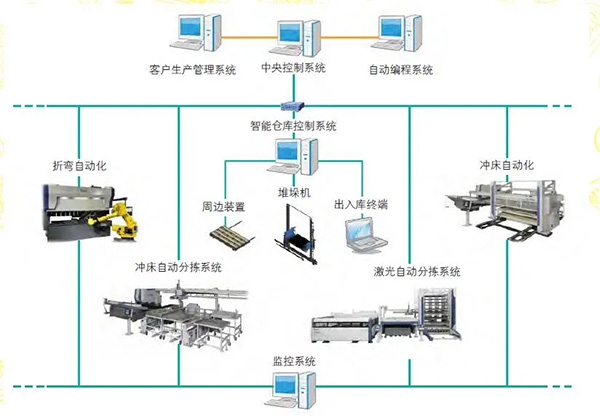
圖2?村田機械自動智能倉庫FMS 系統構成示意圖
但并不是所有客戶都適合此系統,上述FMS系統構成相對復雜,初期投資成本較高,交貨期也較長,若企業缺乏相應的管理人才和一定規模的生產量,很難實現此系統的運行自如。據了解,有一部分采用此相似方案的客戶,由于種種原因如今已不再使用此系統。村田機械為了適應客戶的各種需求,將與自動智能倉庫對接的各鈑金單元作為獨立鈑金自動化單元來使用,從而徹底解決了上述各種難點。
光纖激光復合加工機自動分揀系統
所謂自動分揀就是通過自動編程軟件CAMPATH與沖床或激光切割機進行內部對接,在大板上自動識別嵌套在里面的零部件形狀,對其加工后進行自動分揀,并自動堆垛到指定位置。
村田機械自動分揀系統的特點為:⑴省人省時。無需人工去微連接/ 接點、自動分揀碼垛,減少無效的中間環節。⑵變種變量。適合高附加值的多品種小批量變種變量及JIT生產模式。⑶防劃防痕。通過自動分揀裝置的細微控制和多子吸盤對成品輕取輕放防止劃痕。⑷智能可視。可以根據不同工序或產品類型進行自動分揀和對加工數量進行監控。
自動分揀系統與自動智能倉庫對接
激光復合加工機自動分揀系統與自動智能倉庫的對接如圖3 所示,中央控制系統按照客戶的上位管理系統對激光復合加工機自動分揀系統等加工單元安排加工計劃任務,同時對自動智能倉庫進行出入庫指示和各鈑金加工單元進行加工指示,板材等準備就緒之后,循環自動加工開始。
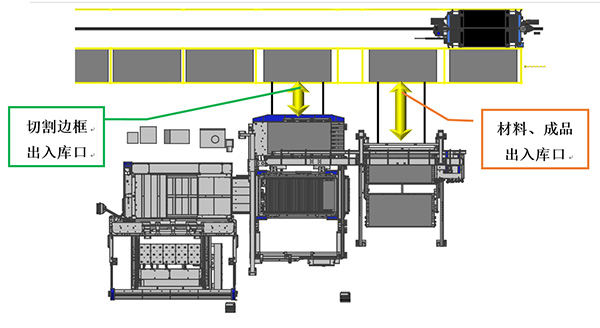
圖3?激光復合加工機自動分揀系統與自動智能倉庫對接
自動分揀立體料庫單元
自動分揀立體料庫單元(圖4)與上述解決方案的不同之處在于,原材料、成品的供給不是通過自動智能倉庫,而是通過8層或10層的獨立料庫和上下料分揀工裝來提供。此激光分揀系統最小可以分揀250mm×100mm的工件,最大可以搬送235kg的板材。在激光切割機操作界面上制定好加工計劃后,料庫按照加工計劃指定材料層、成品層自動出入庫,通過上下料分揀工裝進行上料及下料分揀碼垛。該料庫單元運用簡單,占地面積小,投資成本相對較低。
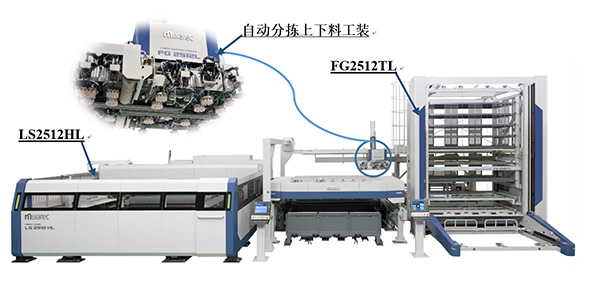
圖4 光纖激光復合加工機自動分揀立體料庫單元
數控沖床自動分揀系統
與激光分揀系統不同之處在于,數控沖床自動分揀系統在自動分揀的最后必須采用輔助沖頭沖切分離,由于數控沖床沒有交換工作臺,所以在分揀執行過程中數控沖床必須處于待機狀態。該數控沖床分揀系統最小可以分揀100mm×80mm的工件,最大可以搬送110kg的板材。在數控沖床本體操作界面上制定好加工計劃之后,料庫按照加工計劃指定材料層、成品層自動出入庫,通過上下料分揀工裝進行上料及下料分揀碼垛。該系統可以與自動倉庫對接(圖5)或立體料庫單元對接(圖6),也可以作為獨立單元運行(圖7)。圖7中手動小推車就是為了對應不同工序或產品的自動分揀而設計的。
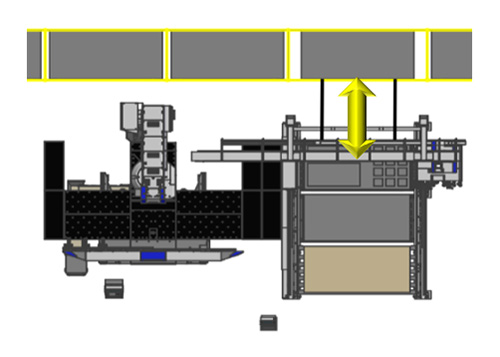
圖5 數控沖床自動分揀與自動倉庫對接
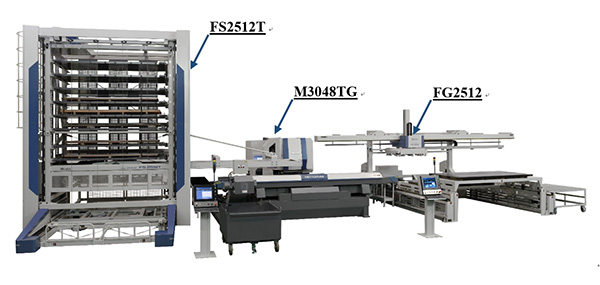
圖6 數控沖床自動分揀立體料庫單元
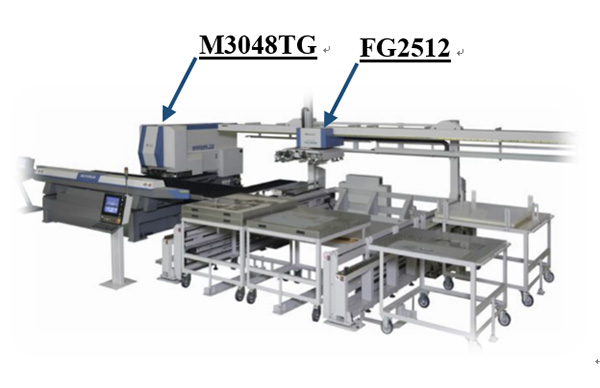
圖7 數控沖床自動分揀獨立單元
數控沖床/激光切割機自動上下料系統
在大板嵌套、無需嵌套的定尺材自動上下料加工時,可以采用數控沖床/激光切割機自動上下料系統,數控沖床/激光切割機可以與自動倉庫、立體料庫以及FG自動分揀系統等組合運行,如圖8、圖9所示。與自動分揀系統相比,該系統操作簡單、運用靈活、初期投資少,可以根據企業運行需求進行半自動運行模式,或數控沖床、激光切割機的單機運行模式。

圖8 數控沖床激光復合機自動上下料立體料庫單元
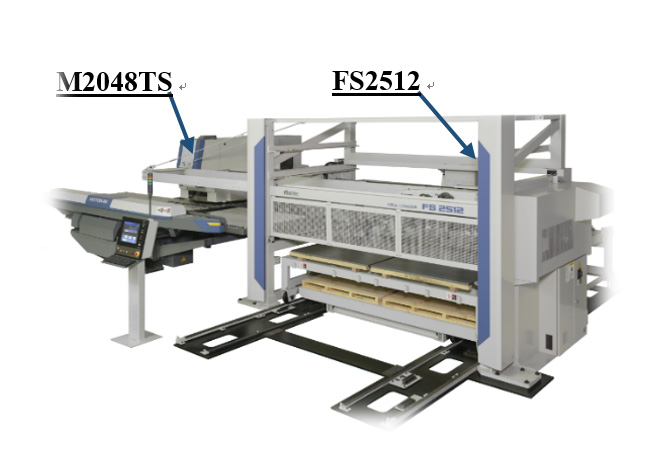
圖9 數控沖床自動上下料單元
自動折彎系統
自動折彎系統與智能自動倉庫對接的應用(圖10)與上述各種鈑金加工單元系統一樣。不與自動倉庫對接聯動時,該系統可以作為一個獨立的折彎單元進行自動折彎加工。折彎機也可以進行單機人工操作。
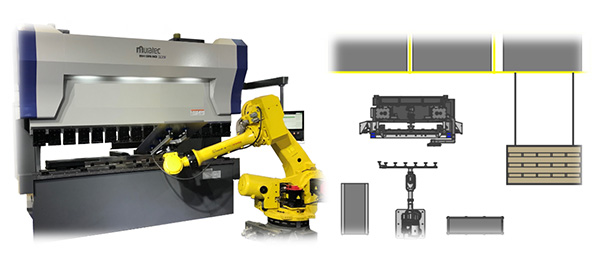
圖10 自動折彎上下料與自動智能倉庫對接
村田機械鈑金軟件系統
村田機械鈑金軟件的運用流程如圖11所示,從客戶設計好的3D部品自動展開處理、沖床/激光分揀嵌套、折彎加工等加工程序自動批量處理,至自動推送至各加工單元系統可以實現全程自動化生產。同時可以對各設備加工實際狀況進行監控,實時收集加工數據反饋給客戶的MES等上位生產管理系統。
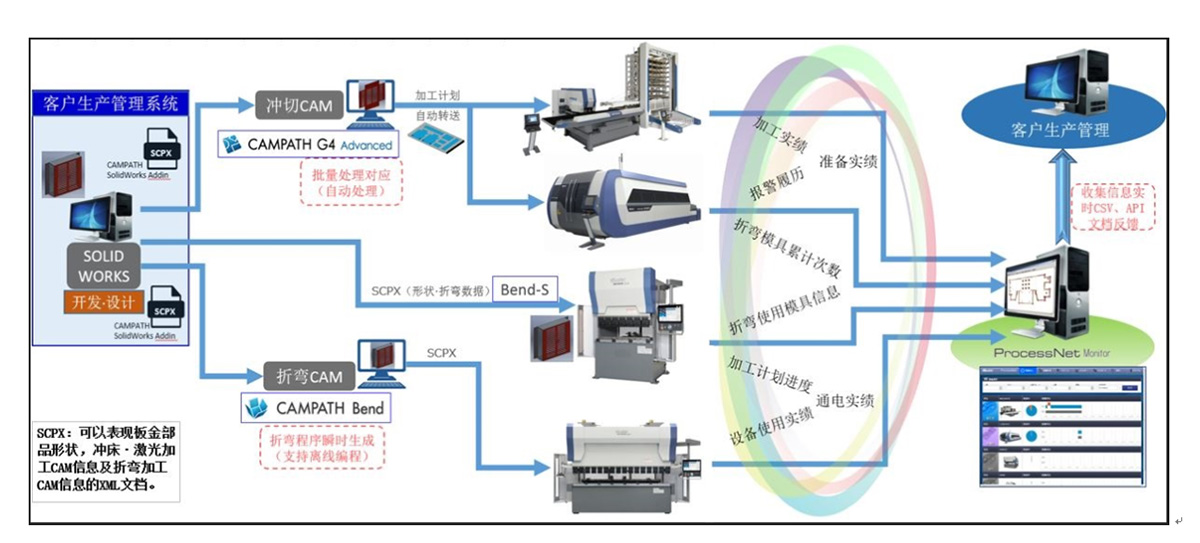
圖11 村田機械鈑金軟件運用流程圖
現今,隨著科技的發展進步鈑金設備也已進入了物聯網(IOT)、大數據時代,不少鈑金制造行業的巨頭已經擁有了大量的自動化、柔性化加工線,也已經深深體會到好的鈑金設備是需要有相匹配的智能鈑金軟件。鈑金自動化設備如同一臺高配智能手機,假若沒有相應的軟件系統就不能發揮出它應有性能和價值,所以在采購鈑金自動化設備的同時,選擇相匹配的智能鈑金軟件是至關重要的。
結束語
最后,建議大家在采購鈑金自動化設備之前,要盡可能明確企業所需自動化與柔性化加工線的規格、運用、工藝等內容,在與鈑金設備廠家技術人員進行充分溝通、交流的同時,也要多聽取行業專家、同行等的意見與建議。好事多磨,選擇一款適合企業生產的鈑金加工線,才能有效解決企業人員變化、產能變化、產品變更、工藝變更、運用變更等現實難題,為企業未來發展打好基礎。
此沖·折自動軟性化方案介紹在【鈑金與制作】2020年第4期版也 同時登刊,詳細請參考: