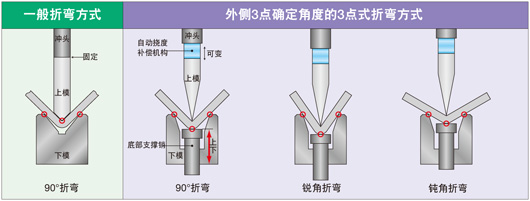
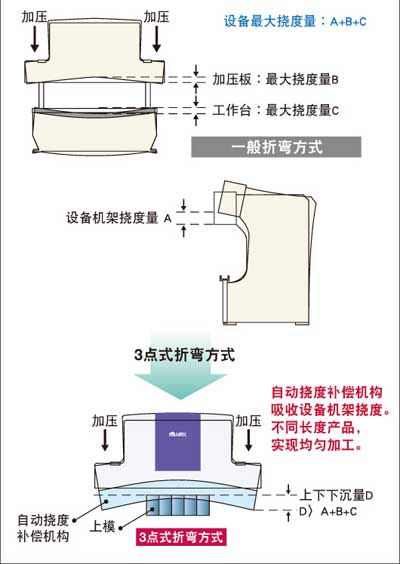
村田機械獨有的3點式折彎方式是由下模外接觸2點和由NC控制上下移動的底部支撐1點總共外側3點來決定加工材料的折彎角度。 通過以上折彎方式,不僅是直角折彎,鈍角和銳角折彎受到的板材折彎回彈力的影響控制到最小范圍,因而得到最佳的折彎精度。 整體配置上模裝備的自動撓度補償機構均勻分配加壓力,同時吸收設備自身引起的撓度誤差。 加工不同長度,材質,板厚的板材時,根據不同板厚只要進行必要的下模更換和編成程序的調換即可,而不用進行專門的撓度補償調整。